Overview
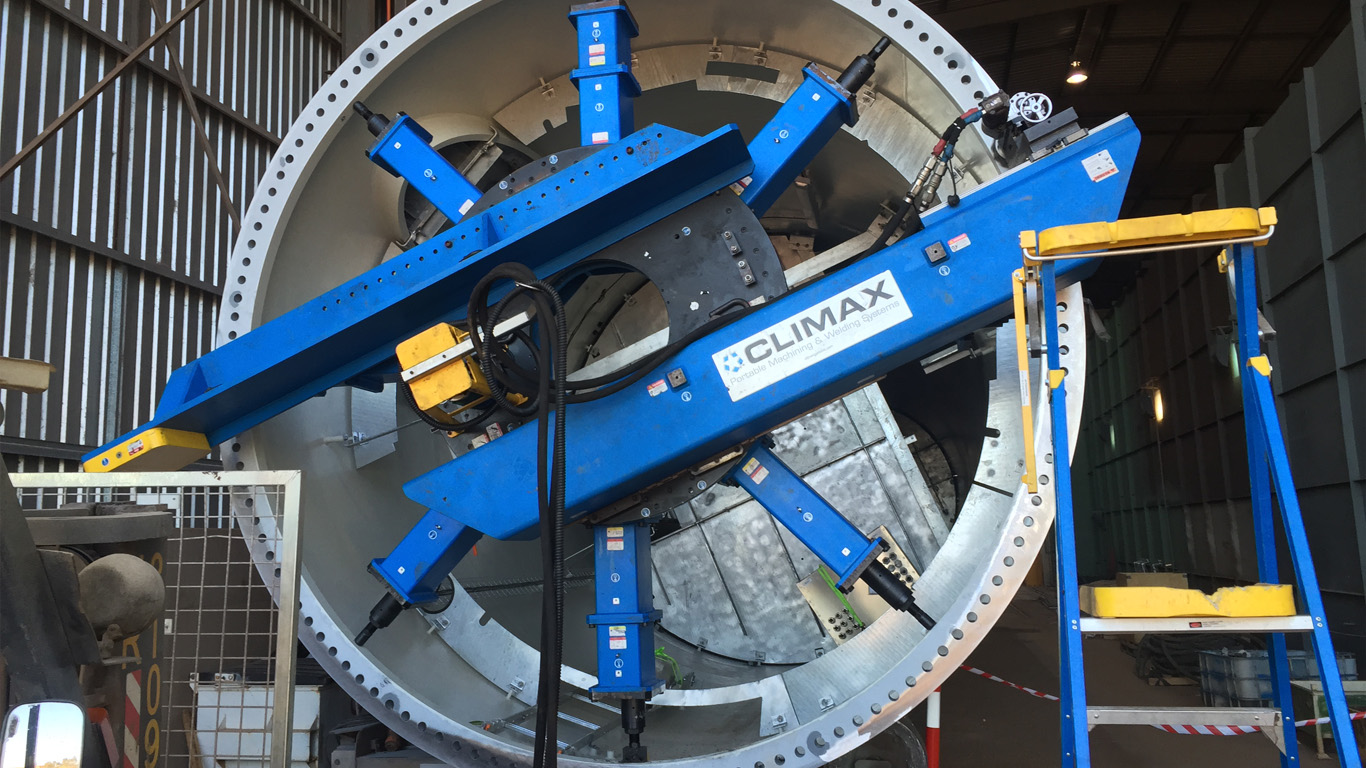
In late 2017, Berg were engaged by Sendion on behalf of the Victorian Government to undertake works on the turbines and bearings at their Adelaide Wind Farm project. Sendion were building new towers to expand the Wind Farm’s existing operations, however the flanges were going out of specification. Therefore, Berg were engaged to undertake onsite laser survey and machining to restore a flat surface and bring them back to acceptable tolerances.